防縮機橡膠毯
產品說明
如何使橡毯的壽命最長
- 橡毯寬度必需和防縮機及要加工的布的寬度相當.工作寬度應比要加工的最寬的布還寬150mm到200mm之間. 橡毯總寬在防縮機適當的張力下也會減少大約2.5%
- 典型的橡毯厚度為67mm 建議用比這更厚的橡毯, 因為表面因張力和壓力多方面的損壞會縮短橡毯壽命. 現代機器製造商都以67mm橡毯來建造防縮機.
- 確定主滾筒的溫度適合於要加工的布 超過主滾筒的溫度是縮短橡毯壽命的主要原因之一. 橡毯一般的運轉溫度範圍是介於105c到140c. 最好用較低的溫度, 它與機器的速度和加諸於橡毯的壓力有關.
- 橡毯不要壓縮超過25% 只用所需的壓縮量來防縮布. 所需的壓縮量受機器的速度和主滾筒的溫度影響.
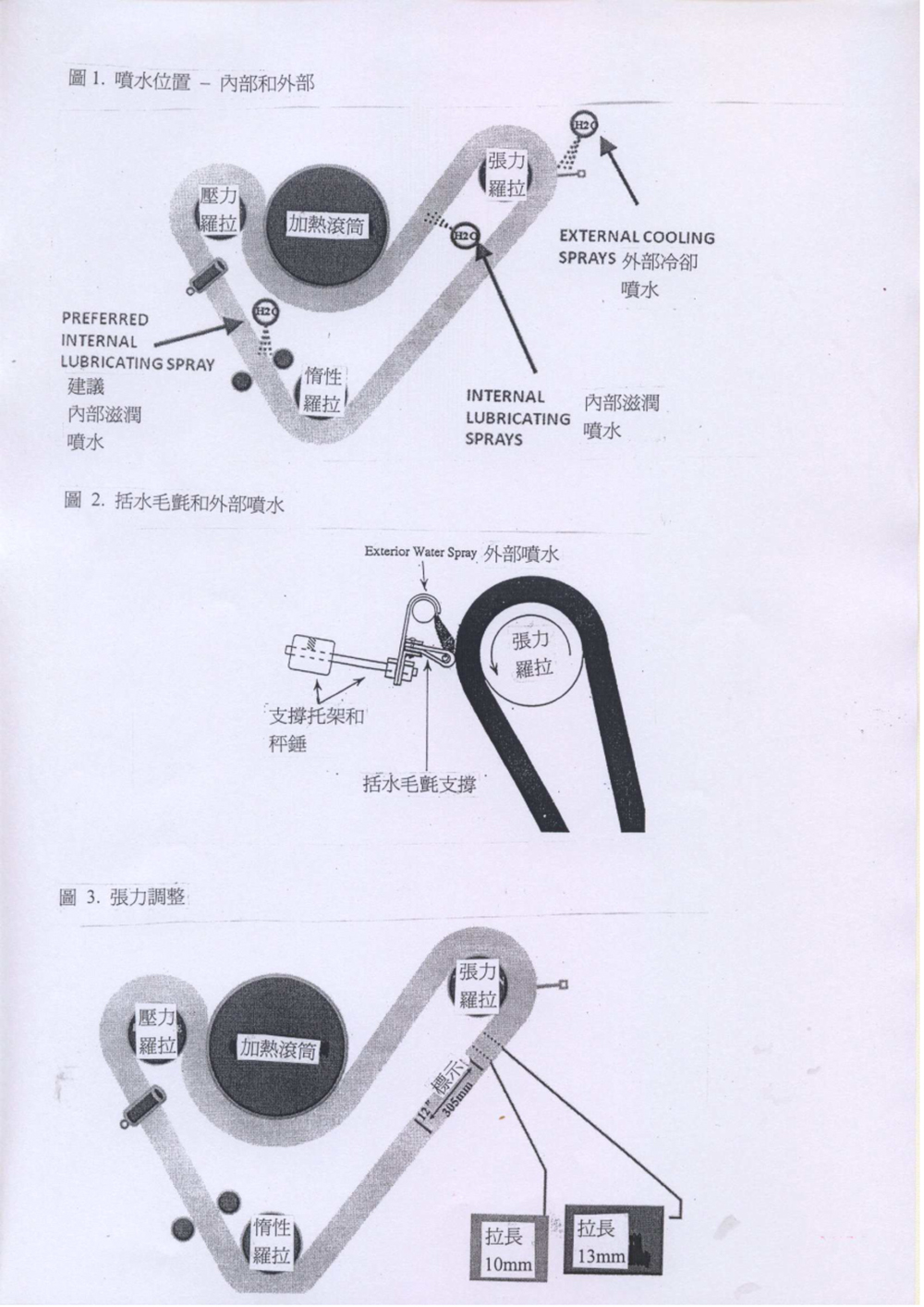
- 確定括水毛氈狀況良好且噴水充足 確定括水毛氈和橡毯整個寬度都有接觸到, 而且水在橡毯表面已成 “ 水壩 “ 或 “ 水坑 “ 噴水不應直接噴到橡毯上. 這水是用來冷卻剛加工好布的橡毯外部表面. ( 見圖2 )
- 確定內部噴水提供橡毯表面足夠的水 而且水在惰性羅拉底部集中成水坑. 理想的噴水應裝在機器的兩邊. 適度潤滑橡毯內部表面需要水. 內部噴水不足會造成內部龜裂並影響防縮過程中橡毯適度伸長的能力. ( 見圖1)
- 確定限制羅拉已調整並適當地運轉 限制羅拉應離橡毯邊緣大約13mm且角度稍微向上. 限制羅拉過度磨損會造成橡毯邊緣龜裂.
- 橡毯張力應經常設定和檢查 張力不夠會造成龜裂並影響橡毯防縮布品的能力. 比51mm厚的橡毯, 張力應調整由305mm拉長到315mm的標示 ( 如張力調整步驟所示 ), 當橡毯低於51mm, 張力應調整拉長到13mm, 從305mm變成318mm (見圖3)
- 依加工的布種而定, 定期研磨橡毯表面 典型的研磨間隔為布每加工600,000米應研磨, 最好是1mm-1.5mm的橡膠被磨掉, 這樣整個表面才有更新. 每一次研磨間隔後要重新設定張力.
- 每天用溫和的肥皂或洗衣粉清洗橡毯表面 可以用柔軟刷擦洗表面, 清掉布線和染劑. 也利用此時清理主滾筒表面, 移除聚積在布線外的刻度. 不要用汽油或其他氫碳化合物產品因為這些會損壞橡毯表面.
- 避免熱停 當主滾筒還在加工溫度時停止橡毯會使橡毯表面變形, 因此需要一段時間重新整理橡毯.
- 注意第五要素 要使橡毯壽命最長需施行並監控防縮布品的4個要素, 而第五要素為適當的維護和操作防縮機和4個要素的應用, 因為它們與要加工的布息息相關.
(圖一)
(圖二)
(圖三)